

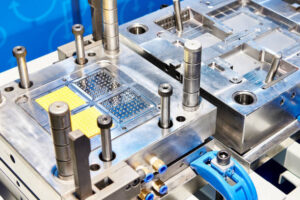
A hot runner system is the heart of a high-efficiency injection molding mold. While these systems boost speed, they also require precise maintenance and monitoring. Unexpected downtime can ruin a production schedule and increase material waste. Consequently, understanding how to diagnose common faults is essential for every technician. This guide provides practical methods to solve the most frequent hot runner issues. We help you keep your production line running smoothly and profitably.
1. Failure 1: No Material Flow (Blocked Nozzles)
When a cavity fails to fill, the production process grinds to a halt.
Check the Heating System
The most common cause is a failed heater or thermocouple. Consequently, the plastic solidifies inside the manifold or the gate. You should first check the temperature controller for error codes. Furthermore, use a multimeter to verify the resistance of the heater band. Therefore, you can identify electrical failures before dismantling the heavy mold.
Clear Physical Obstructions
Contaminants or degraded plastic can physically block the small gate area. Consequently, you must inspect the nozzle tip for metal debris or burnt resin. You can often clear these blockages using a soft brass tool. Furthermore, ensure your raw material is filtered properly before it enters the machine. Therefore, you prevent future clovers from stopping your injection molding cycle.
2. Failure 2: Drooling and Stringing
Drooling happens when molten plastic leaks from the nozzle after ejection.
Manage the Nozzle Temperature
Excessive heat at the tip makes the plastic too fluid. Consequently, gravity pulls the liquid material out of the gate prematurely. You should lower the nozzle temperature in small, five-degree increments. Furthermore, check if the cooling system around the gate is functioning correctly. Therefore, you create a solid “plug” that stops the flow between shots.
Inspect the Valve Needle Seal
In valve gate systems, a worn needle or piston can cause leakage. Consequently, the needle fails to shut the gate completely under high pressure. You must check the air or hydraulic pressure driving the valve pins. Furthermore, inspect the needle tip for signs of mechanical wear or erosion. Therefore, a tight seal remains your best defense against messy drooling issues.
3. Failure 3: Slow Color Change Cycles
Switching from dark to light colors can often take many wasted shots.
Eliminate Flow Dead Zones
Old pigment often gets trapped in sharp corners or stagnant “dead zones.” Consequently, the new color slowly bleeds into the melt for hours. You should choose manifold designs with smooth, radiused flow channels. Furthermore, high-quality internal polishing prevents the plastic from sticking to the walls. Therefore, the new material can “sweep” the old color out much faster.
Optimize the Purging Temperature
Temperature settings play a huge role in cleaning the internal channels. Consequently, raising the manifold heat slightly during a purge can loosen old resin. Use a specialized purging compound designed for injection molding hot runners. Furthermore, ensure you follow a high-pressure, short-shot purging sequence. Therefore, you reduce your scrap rate during every color transition.
4. Strategic Spare Parts and Brand Recommendations
Reliability depends on the quality of your hardware and your readiness for repairs.
-
Top Brand Choices: Brands like Mold-Masters, Husky, and Yudo offer excellent global support.
-
Essential Stock: Always keep spare heaters, thermocouples, and nozzle tips in your inventory.
-
Maintenance Tools: Invest in high-quality ultrasonic cleaners for delicate manifold parts.
Consequently, you will reduce your mean time to repair (MTTR) significantly. Using professional-grade components ensures better thermal stability throughout the entire mold. Furthermore, having parts on hand prevents waiting weeks for international shipping. Therefore, your injection molding facility stays competitive and highly responsive to client needs.
Conclusion: Proactive Care for High-Speed Molding
Consistent part quality begins with mastering hot runner maintenance. Rather than allowing small technical issues to escalate into costly production failures, you should take a proactive approach from the start. By implementing a structured and rigorous diagnostic routine, you can identify potential problems early and resolve them before they impact performance.
As a result, your molds operate more efficiently, enjoy a longer service life, and maintain stable production cycles. In addition, this disciplined maintenance strategy minimizes downtime and improves overall manufacturing reliability.
Now is the time to elevate your process with professional hot runner management. By doing so, you ensure smoother operations and greater output consistency—because your production floor demands a system that performs flawlessly, every single time.





Add comment